You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
anyone know what these small dots in the screws mean??
- Thread starter pdee4t
- Start date

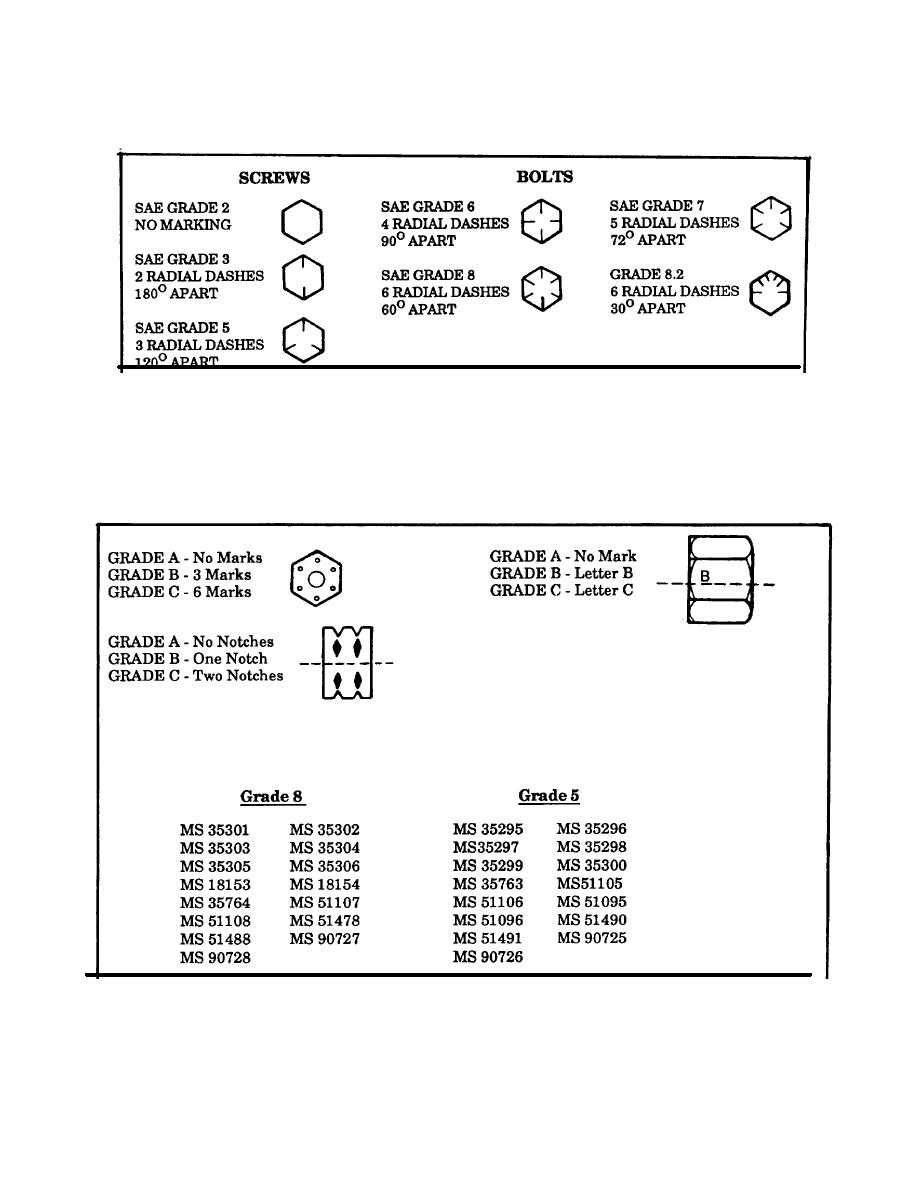
it is hard to tell what marking is on that screw head from the pic. the only ones I have seen with a single marking on them like that were used as an idexing point and were usually a specialty screw marked just for that. since it is not to common to use a a torque wrench on a phillps head screw (as opposed to bolts with six or eight sides) the procedure was to turn the screw down until contact with the retained surface is met and then go a set about 1/4, 1/2, 3/4 past that to obtain the necessary torque. the same applied to the hex head bolts in some cases as enough people in the field seemed to know that it took so many of them radial lines on some bolts to create the desired torque once the surface of the bolt hit a solid surface. That happened so much that some manuals for proprietary machines and proprietary hardware started listing it in manuals.
it is hard to tell what marking is on that screw head from the pic. the only ones I have seen with a single marking on them like that were used as an idexing point and were usually a specialty screw marked just for that. since it is not to common to use a a torque wrench on a phillps head screw (as opposed to bolts with six or eight sides) the procedure was to turn the screw down until contact with the retained surface is met and then go a set about 1/4, 1/2, 3/4 past that to obtain the necessary torque. the same applied to the hex head bolts in some cases as enough people in the field seemed to know that it took so many of them radial lines on some bolts to create the desired torque once the surface of the bolt hit a solid surface. That happened so much that some manuals for proprietary machines and proprietary hardware started listing it in manuals.
That's good info right there.

Sounds very army like.... Motor pool I presume?
come overhaul my poor 400 cumminsNo. Never served. I just spent a long time in hd trucks and equipment.

come overhaul my poor 400 cummins
Heh heh heh.......you said cummins
On a philips my guess would be indexing mark.
On a related note, I hate philips.
Yeah, that's why back in the olden days we used to remove all the Phillips screws and replace them with Allen bolts and always carried an impact driver in the tool.

I always replace them with an allen or hex depending. First time they come out. I hate all plastic pop rivets and fastners too. And ive got an impact driver, dont you fretYeah, that's why back in the olden days we used to remove all the Phillips screws and replace them with Allen bolts and always carried an impact driver in the tool.
View attachment 22519

Yeah....the plastic fastener guy should be shot.I always replace them with an allen or hex depending. First time they come out. I hate all plastic pop rivets and fastners too. And ive got an impact driver, dont you fret
That's not harsh enough
Yeah....the plastic fastener guy should be shot.
i still have one of them, and the same 855 in an ntc 300come overhaul my poor 400 cummins